Environmental Lining
GR Environmental Lining Services Ltd (GRELS) are world class specialists in the supply and installation of a wide range of Geosynthetic products and systems delivering top quality installations. HDPE lining systems are custom-made and tested on site to suit any shape or profile required and come complete with Quality Assurance (QA) Record and workmanship warranties.
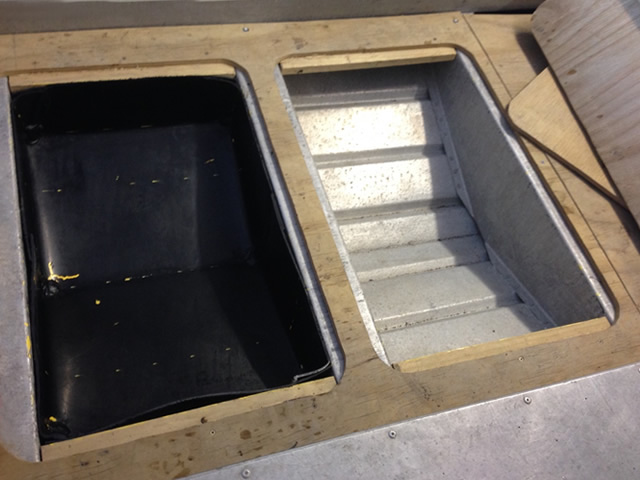
As a specialist sub-contractor, GR Environmental Lining Services have installed over 4 million m² in a variety of installation, ranging from concrete tanks, concrete structures, decorative ponds, slurry lagoons, water reservoirs, chemical storage, land fill sites – both basal and capping systems, cut off walls, leaching pads and tailings dams
GR Environmental Lining Services Ltd was established in 1997 to give New Zealand a competitive and top quality service in the supply and installation of Geomembranes.
The Managing Director, Graham Rogers has been involved in the supply and installation of this product for over 30 years of experience gained in New Zealand & overseas. With a team of certified installers to ensure workmanship is carried out to highest standard and delivers completions of installation with timeframe.